

پوشش گریتینگ را بنا بر نیاز کاری و یا درخواست طراح ، انجام می دهند. روکش گریتینگ بر سه نوع رنگ ، پلی اتیلن سبک و گالوانیزه می باشد که پرکاربردترین روکش گریتینگ گالوانیزه گرم می باشد.
روکش رنگ
این پوشش که هزینه کمتری نسبت به دیگر پوشش ها دارد ، بنا به خواست مشتری نوع آن مشخص می شود. ضخامت این پوشش هم نسبت به گالوانیزه کمتر می باشد.
معمولا از این نوع پوشش برای نمای ساختمان ها به کار می رود. درواقع راه پله های فرار و اسپیرال که در نمای ساختمان کارگذاشته می شوند را با توجه به رنگ نمای ساختمان، رنگ آمیزی می کنند. گاهی اوقات قبل از رنگ آمیزی ، ضد زنگ استفاده می گردد.
پوشش پلی اتیلن سبک
ازاین پوشش جهت مقاومت در برابر خوردگی و عایق کردن گریتینگ در مقابل جریان الکتریسیته استفاده می شود. همچنین در برابر رطوبت نیز، عایق مناسبی میباشد. متوسط ضخامت این پوشش 700 میکرون است. تحقیقات نشان داده است بیشترین استفاده از این نوع پوشش در شرکت های هواپیما سازی و خطوط برق کشی کارخانه های ساخت خودرو بوده است. همچنین نیروگاه های برق از مهمترین استفاده کننده های این نوع پوشش گریتینگ می باشند.
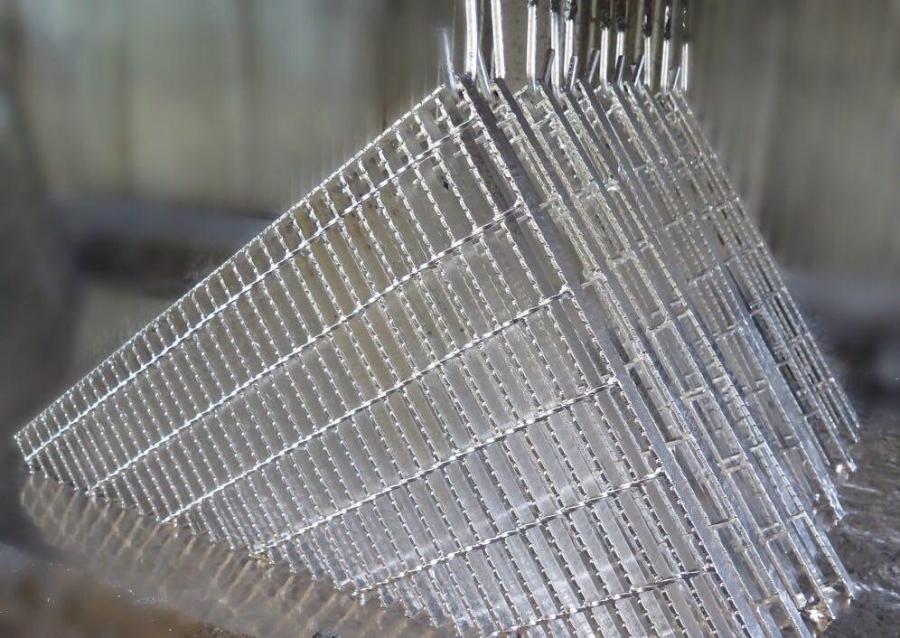
پوشش گالوانیزه گرم
گالوانیزه یک فرایند اعمال لایه نازکی از پوشش روی بر سطح قطعات آهنی و فولادی به منظور محافظت سطح فولاد در برابر خوردگی است.
فرایند گالوانیزه گرم نوع خاصی از روش گالوانیزه است که در آن پوشش محافظ روی با غوطه ور کردن قطعه فولادی در یک حمام مذاب روی بر سطح آن اعمال می گردد. پوشش روی به صورت مانعی در برابر خوردگی از فولاد محافظت می کند. این فرایند شامل چندین مرحله، از جمله آماده سازی، تمیزکاری، اعمال فلاکس، گالوانیزه گرم، سرمایش، و کنترل کیفیت، است. هر مرحله از فرایند به گونه ای کنترل می شود که مجموعه ای از ضخامت پوشش مناسب، کیفیت، ظاهر و عملکرد بهینه مطابق با استاندارد بین المللی ASTM برخوردار باشد.
قطعات گالوانیزه شده به عنوان یک جایگزین مناسب و اقتصادی برای فولاد ضد زنگ محسوب شده و بخصوص برای کاربردهایی طراحی می شوند که نیاز به مقاومت خوردگی بالا و طولانی مدت مورد نیاز است. الکترونگاتیویته بالاتر فلز روی نسبت به آهن سبب می شود که مقاومت به خوردگی سطح قطعه، حتی در صورت آسیب دیدن پوشش روی نیز ادامه پیدا کند. این نوع محافظت در برابر خوردگی توسط پدیدهاثر گالوانیکی یا خوردگی گالوانیکی انجام می گیرد که طی آن، روی با اکسیداسیون ترجیحی از آهن مجاور خود محافظت نموده و این محافظت تا تخلیه کامل روی ادامه می یابد.
این نوع پوشش که در صنایع پتروشیمی و کشتی سازی بیشترین کاربرد را دارد برای ایجاد مقاومت گریتینگ نسبت به خوردگی و زنگ زدگی ایجاد میگردد. همچنین ظاهر گریتینگ با این نوع روکش زیباتر می باشد. گاهی اوقات نیز برای صنعت شهرسازی دیده شده است که گریتینگ های مورد نیاز را در پارکینگ ها و حتی راه پله ها گالوانیزه گرم می کنند.
گریتینگ با متوسط ضخامت 80 میکرون بر اساس استاندارد ASTM A132 ، گالوانیزه می گردد. در کارگاه های گالوانیزه به علت اینکه امکان تابیدگی گریتینگ در حین گالوانیزه وجود دارد ، قلاب های ویژه ای برای گالوانیزه گریتینگ تعبیه می کنند.
تکنیک گالوانیزه گرم از سه مرحله عملیات تشکیل می شود که عبارتند از: آماده سازی سطحی، گالوانیزاسیون، و بازرسی کیفی. جزئیات اجرایی هر یک از این سه مرحله با استناد به استانداردهای بین المللی گالوانیزه گرم قطعات آهنی و فولادی، که توسط شرکت ASTM آمریکا به طور سالیانه گردآوری، تصحیح و منتشر می گردد، انتخاب می شود.
در ابتدای کار، قطعات فولادی در داخل سبد قرار داده شده و یا با یک سری قلاب به آویزهای مخصوص متصل شده و به محل عملیات حمل می شوند. چنانچه قطعه فولادی تحت عملیات قبلی مانند نورد، خمکاری، یا سوراخکاری قرار گرفته باشد، سطح آن به روغن های روانساز آلوده است و باید ابتدا تحت یک عملیات تمیزکاری اولیه قرار گرفته و سپس به بخش تمیزکاری اصلی منتقل شود.

نمای شماتیک گالوانیزه گرم
مرحله اول:آماده سازی سطحی
به طور کلی در خصوص گالوانیزه گریتینگ نیز ابتدا: قلاب گذاری،اسید شویی گریتینگها،شستشو با آب سرد،پیشگرم کردن،غوطه وری گریتینگ ها در وان مذاب در دمای 465 درجه،شستشو با آب سرد و نهایتاً تمیزکاری وبسته بندی گریتینگ ها می باشد.
آماده سازی سطحی اولین و ضروری ترین مرحله فرایند گالوانیزه گرم محسوب می گردد. بدون تمیزکاری سطحی مناسب، واکنش های لازم میان سطح فولاد و روی مذاب رخ نمی دهد که نتیجه آن تشکیل یک پوشش غیر پیوسته و مردود شدن قطعه گالوانیزه خواهد بود.فرایند آماده سازی سطحی بسته به تر یا خشک بودن فرایند گالوانیزه گرم شامل دو یا سه مرحله است. در فرایند گالوانیزه گرم تر، دو مرحله چربی گیری و اسیدشویی مورد استفاده قرار می گیرد. اما فرایند گالوانیزه گرم خشک از یک مرحله فلاکس زنی نیز بعد از چربی گیری و اسیدشویی استفاده می کند که طی آن، قطعه فولادی پس از چربی گیری و اسید شویی به یک حمام فلاکس منتقل می شود. در حین فرایند چربی گیری، قطعه فولادی در داخل یک حمام حاوی محلول قلیایی داغ، مانند سود سوزآور در دمای 70 تا 90oC، اسید رقیق، یا یک محلول تمیزکننده بیولوژیکی، غوطه ور می شود. این فرایند، ذرات خاک، اثرات رنگ، چربی، روغن، و سایر آلودگی های اورگانیک را از سطح فلز پاک می کند. زمان غوطه وری به میزان آلودگی سطح بستگی دارد، اما به طور معمول بین 5 تا 15 دقیقه غوطه وری در محلول کافیست. بعلاوه، هم زدن آرام محلول تمیزکننده در حین غوطه وری تأثیر مطلوبی بر بازدهی بیشتر فرایند تمیزکاری خواهد داشت.سایر آلودگی های سطحی، مانند اپوکسی ها و سرباره های حاصل از جوشکاری، که در مرحله از سطح پاک نمی شوند، باید توسط یک فرایند مکانیکی، مانند شستشو با پاشش ماسه تمیزکاری شوند. پس از پایان فرایند چربی گیری، قطعه در حمام آب غوطه ور شده و شسته می شود.مرحله دوم آماده سازی سطحی، فرایند اسیدشویی است که طی آن قطعه در یک محلول رقیق از اسید سولفوریک داغ (با دمای با دمای 60 تا 70oC) یا محلولی از اسید هیدروکلریک در دمای محیط غوطه ور شده تا زنگ زدگی و اکسیدها از سطح فولاد پاک شوند. غلظت اسید بسته به درجه آلودگی های اکسیدی روی سطح فلز انتخاب می گردد، اما محلولی حاوی حدود 10 تا 20 درصد حجمی اسید عموماً به این منظور کافیست. با توجه به اینکه خطر حفره دار شدن سطح فولاد و تخریب زودهنگام وان اسیدشویی وجود دارد، عوامل بازدارنده نیز به محلول اضافه می شوند تا خطر خوردگی قطعه و دیواره وان به حداقل برسد.یک فرایند تمیزکاری مکانیکی، مانند تمیزکاری سایشی یا پاشش پرفشار شن یا باد نیز می تواند تمیزکاری شیمیایی یا به عنوان جایگزین آن بکار برده شود. پس از فرایند اسیدشویی نیز قطعه باید در حمام آب شسته شود.
باید به این نکته توجه داشت که اسیدشویی ناقص یا نامناسب تأثیر بسیار نامطلوبی بر کیفیت پوشش روی خواهد داشت. بعلاوه، اکسیدها و زنگ زدگی شدید سطح که با اسیدشویی تمیز نمی شوند وارد حمام گالوانیزه شده و میزان تولید سرباره و خاک روی را افزایش می دهند که خود سبب افزایش مصرف روی و کاهش بازدهی فرایند گالوانیزه می گردد.چنانچه فرایند گالوانیزه گرم تر مورد استفاده قرار گیرد، قطعه فولادی بلافاصله بعد از اسیدشویی به حمام گالوانیزه انتقال می یابد. اما در روش گالوانیزه گرم خشک، قطعه اسیدشویی شده در یک محلول حاوی کلرید آمونیوم روی غوطه ور می شود. این فرایند تمامی اکسیدهای باقی مانده را از سطح فولاد جدا نموده و یک پوشش محافظ نازک روی سطح تشکیل می دهد که از اکسید شدن مجدد فولاد قبل از گالوانیزاسیون جلوگیری می کند. قطعه پس از اعمال فلاکس در دمای حدود 120oC خشک می شود.
مرحله دوم: گالوانیزاسیون
پس از آماده سازی سطحی، قطعه تمیز به وان گالوانیزه منتقل شده و در حمام روی مذاب غوطه ور می شود. دمای مذاب روی معمولاً حدود 450oC نگهداشته می شود، که حدود 30oC از نقطه ذوب روی بالاتر است. این دمای بالای روی مذاب سیالیت روی افزایش یافته و چسبندگی بهتری با سطح فولاد برقرار می شود. در حین غوطه وری قطعه، مذاب روی در سطح قطعه با آهن واکنش داده و چندین لایه ترکیبات بین فلزی آهن-روی تشکیل می دهد. بیرونی ترین لایه پوشش معمولاً روی خالص است.پس از اتمام گالوانیزاسیون، محصولات پوشش داده شده از حمام خارج شده و روی اضافی با چکاندن و لرزاندن قطعه از آن جدا می گردد. قطعات گالوانیزه شده کوچک، مانند پیچ و مهره، تحت یک عملیات سانتریفوژ نیز قرار می گیرند تا جدا شدن روی اضافی تسهیل شود.
مرحله سوم: بازرسی کیفی
بعد از اینکه قطعات گالوانیزه شده تا دمای اتاق سرد شدند روی اضافی، که همچنان متصل به قطعه باقی مانده، به روش های مناسب، مانند سنباده زنی جدا می شود. لازم به ذکر است که سنباده زنی بیش از حد می تواند سبب آسیب دیدن پوشش شود. مشکل دیگر از بین بردن اثرات روی اضافی است که پس از سنباده زنی روی سطح باقی می ماند. هر گونه غیر پیوستگی پوشش روی با اطلاع مشتری و مطابق با استانداردهای ASTM در تعمیر پوشش معیوب، اصلاح می شود.







دیدگاهها
Hope everything will be going there well . We are the manufacturer of different kind of DRAIN CHANNELS – GRATINGS – MANHOLE COVER & ROAD KERB . We can produce the designs acc. to your requirements of projects too .
Please for more information visit our website: www.polymerdrainchannel.com
Hope we must can develop the good business relations at the regular bases in the near future . We will be waiting your new business inquires . Thanks in advance .
Best Regards
Yunfang Zhang
Managing Director
Cell: +86-13957384022
Email: zhenzizhang
Litonglian HLT New Material Co., Ltd.
Litonglian International Group China [ Group Of Industries ]
www.polymerdrainchannel.com
خوراکخوان (آراساس) دیدگاههای این محتوا